Email us now:
sales@hythosecrimpingmachine.com
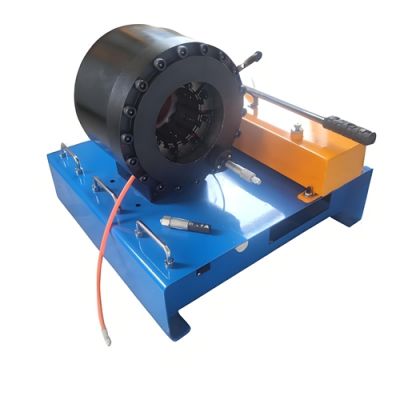
TIANJIN HOYITE RUBBER PRODUCTS CO.,LTD.





Crimpzangen-Sortiment: 1/4"-2"(5-51mm)
Spannung und Motor: 380V (3 KW)
Matrizen der Menge:10 stes
Systematischer Druck: 26MPa
Optionales Zubehör:Taste

Das Bedienfeld der Crimpmaschine ist in eine Tastenversion, eine Version mit digitaler Anzeige und eine Version mit Touchscreen unterteilt.

Hydraulikölbehälter:50L (USE 40L)
Größter Druck: 600T
Volumen: 99*80*105cm
Nettogewicht: 270KG(595lb)
Effizienz (Referenz): 800pcs/hour

Die Kernaufgabe besteht darin, die Maßparameter des gecrimpten Werkstücks genau zu messen, um sicherzustellen, dass die Crimpqualität den Standards entspricht. Die Maßparameter des gecrimpten Werkstücks werden geprüft. Ist der Außendurchmesser zu groß, passen Fitting und Schlauch möglicherweise nicht fest, was zu Ölleckagen führt. Ist der Außendurchmesser zu klein, kann die innere Struktur des Schlauchs übermäßig komprimiert werden, was zu Verstopfungen oder Schwächungen des Rohrs führen kann.
Ein Mikrometer hat typischerweise eine Genauigkeit von 0,01 mm und kann den Außendurchmesser nach dem Crimpen präzise messen, um festzustellen, ob er innerhalb des angegebenen Toleranzbereichs liegt.
Bei der Massenproduktion können die Parameter der Crimpmaschine (wie Crimpkraft und Matrizenposition) aufgrund von Faktoren wie Geräteverschleiß und Materialunterschieden leicht variieren, was zu inkonsistenten Crimpergebnissen bei verschiedenen Werkstücken führt.
Durch die Verwendung eines Mikrometers zur Probenentnahme von Werkstücken aus jeder Charge oder Phase können Maßabweichungen umgehend erkannt und die Parameter der Crimpmaschine angepasst werden, um eine gleichbleibende Crimpqualität für alle Werkstücke sicherzustellen und Chargenfehler durch Prozessschwankungen zu vermeiden.

Installation von Rohren und Fittings: Vor dem Crimpen wird das entsprechende Fitting auf ein Ende des zu verbindenden Rohrs aufgesteckt. Anschließend werden die Rohre in die Pressbacken der Pressmaschine eingesetzt und die Fittings an den Pressbacken ausgerichtet.
Pressvorgang: Beim Starten der Pressmaschine ziehen sich die Pressbacken unter hydraulischer oder mechanischer Kraft allmählich zur Mitte hin zusammen und üben Druck auf die Rohre und Fittings aus. Die Pressbacken haben typischerweise spezifische Formen und Abmessungen. Durch das Zusammenziehen der Pressbacken wird die Außenwand des Rohrs allmählich komprimiert und verformt. Sie passt sich der Innenwandstruktur des Fittings, wie z. B. Nuten und Verzahnungen, an und sorgt so für eine dichte Verbindung.

Druckregelung und -bearbeitung: Während des Crimpvorgangs steuern Drucksensoren oder ein Steuerungssystem präzise den angewandten Druck und die Presszeit, um eine optimale Dichtheit und Abdichtung zwischen Rohren und Fittings zu gewährleisten. Sobald der voreingestellte Druck oder die Presszeit erreicht ist, stoppt die Pressmaschine, und die Pressbacken drehen sich unter hydraulischer oder mechanischer Kraft um und dehnen sich nach außen aus. Die gepressten Rohre und Fittings können nun entnommen werden.
Durch dieses Arbeitsprinzip kann die Crimpmaschinen-Formbaugruppe die Verbindungsarbeiten an hydraulischen Rohrverbindungen und -gelenken effizient und zuverlässig durchführen und wird in vielen Bereichen wie Hydrauliksystemen, Automobilherstellung und Baumaschinen häufig eingesetzt.

Unser Maschinenlager beherbergt Hunderte von Maschinen, die normalerweise in importierten Holzkisten verpackt sind, die mit einem Begasungsschutz behandelt wurden, um sie haltbarer zu machen.

Vor dem Verpacken wird die Maschine zur Verstärkung mit Plastikfolie umwickelt und anschließend in Holzkisten mit Aluminiumrahmen an den Kanten verpackt.


2025.08.13 Ilian new.